
Martin Engineering product engineer Daniel Marshall discusses how well-designed conveyor loading zones keep walkways clear from spillage, minimise dust emissions and allow hazard-free inspections and maintenance.
Operators need only take a broad look at the expense fugitive material contributes to a system to realise the full cost that accompanies inefficient transfer point designs.
Problems such as improper belt support, badly sealed chutes, damaged idlers and uneven cargo distribution can all result in spillage and belt mistracking, contributing to increased costs for maintenance and cleanup, the potential for injury and compliance issues.
When tonnes of bulk material hit a moving belt, three things happen: fines scatter in random directions, cargo shifts and dust becomes airborne.
The impact can create turbulent air pressure inside the chute that seeks to escape from any gap it can find, carrying dust and fines with it.
A properly designed enclosure can manage bulk solids, allow cargo to settle in the centre of the belt and contain most of the dust inside a settling zone enclosure.
The cost of spillage
If left uncontained and allowed to spread, fugitive material in the form of dust and fine particle spillage will increase labour costs for cleanup, foul equipment, potentially encapsulate the belt and pose a serious safety hazard.
A dirty and dusty environment can also discourage workers from doing regular maintenance on the problem area and may affect morale.
Since trips and falls are regularly among the most common workplace accidents, safety and health inspectors are constantly on the lookout for those hazards.
Spillage surrounding the loading zone is an easy violation to spot, in severe cases blocking access to the system and exacerbating the hazards of working near a moving belt.
Dust levels are also strictly regulated, and permit violations can be accompanied by fines and potential downtime.
In many industries known for dust generation, workers wear personal dust monitors to measure particulate levels throughout their shifts.
Working within proximity of poorly designed loading zones can cause monitored levels of PM10 (particulate material <10 microns in size) to exceed allowable limits.
Sealed chute composition
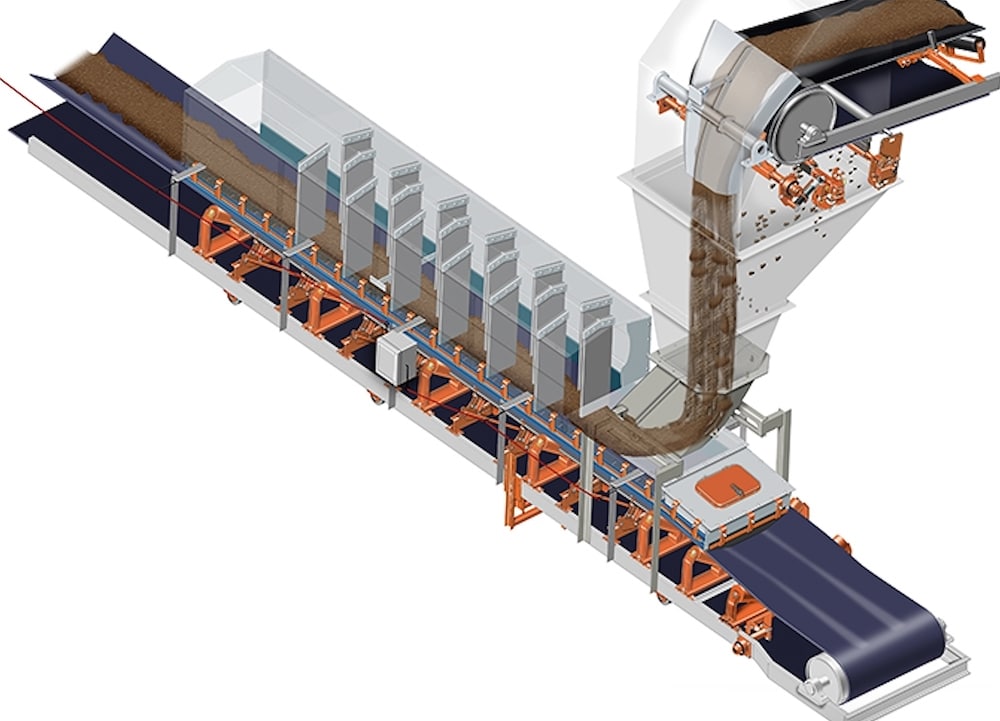
A well-designed loading zone typically consists of a combination of components. These include:
1. An enclosed transfer chute should be long enough to give dust and fines time to settle.
2. A heavy-duty belt support system absorbs impact, protects the belt and can handle rapidly shifting heavy material.
3. Closely spaced idlers help avoid sags in the belt that allow gaps where fines can escape and ease material disruption from bouncing.
4. Externally adjustable or self-adjusting skirting contains fine particles and adapts to fluctuations in the belt plane.
5. Easily serviced wear liners can be changed from outside the chute without the use of a blowtorch.
6. Dust curtains set strategically throughout the enclosure control airflow and help settle dust.
7. Dust bags or mounted air cleaners collect tiny, highly active dust particles.
8. A sealed tail box protects the tail pulley from the backflow of fines, dust and spillage.
9. Exit curtains prevent fugitive dust from escaping from the end of the chute.
Dust and spillage are top concerns for many safety professionals. Field tests have shown that enlarged skirtboards and engineered settling zones promote dust settling and reduce fugitive material.

Case study
A mine in north central Mexico was experiencing excessive spillage and dust emissions at the loading zone of its tower-mounted conveyor transporting raw gold, silver, zinc oxide, copper, lead, molybdenum and sulphides.
Despite installing various transfer and loading chute components from an outside supplier, workers found that dust filled the tower and chunks of raw material 51-76 millimetres in diameter spilled from the transfer chute onto the stairs, partially blocking access to the area and creating a potential workplace hazard.
Twice per month operations had to be disrupted for 12-24 hours so that a four-to-five-person team could clean spillage and return it to the cargo flow. Clean-up and downtime raised the cost of operation and lowered efficiency.
Technicians from Martin Engineering Mexico were invited in and, after a thorough inspection, designed a plan based on the principles of Production Done Safely.
It addressed all aspects of the bulk handling process for properly guiding the cargo through the transfer chute.
Martin Impact Cradles were installed to centre the material and promote belt health, while Slider Cradles improved performance as well as safety by sliding out for external maintenance.
The project also included skirting and dust bags to contain emissions and spillage throughout the settling zone.
Strategically placed belt trackers aligned the belt along the entire path. Heavy-duty primary and secondary cleaners that slide in and out for service were installed at the discharge zone to reduce carryback and promote safer blade replacement.
The entire system was designed with innovative safety features and ease of maintenance in mind.
Each of the components works together to deliver a comprehensive bulk-handling solution that promotes efficiency and a safer workplace.
Following installation, fugitive material was significantly reduced and spillage no longer blocked access to the area. The air around the transfer point and throughout the tower was much clearer.
“We no longer need scheduled shutdowns just for cleaning,” an operations manager explains. “We’re very happy with the work done.”
The customer cites the expert service from the Martin Engineering team, a thorough understanding of the mine’s needs and the quality of the equipment.

Conclusion
With some fairly simple calculations, cost-minded managers can see the negative impact of labour costs for clean-up and maintenance on the bottom line.
Combined with the expense of fouled equipment replacement, potential OSHA violations and unscheduled downtime, the expense of a chute redesign can become an essential capital expense.
Using the technologies described here, even poorly performing conveyors need not be replaced, but merely modified and reconfigured by knowledgeable and experienced technicians installing modern equipment.
These improvements help operations improve efficiency, reduce risk and contribute to regulatory compliance.
This story also appears in the September issue of Safe to Work.